長寿命 切削結果



サンエレクトが開発した特殊な底刃形状により、工具寿命UP


テスト内容
| 被削材 | ダイキャスト焼入れ鋼(HRC45) | ||
| 加工内容 | 等高線一方行加工・仕上げ加工 X・Y 0.2ピッチ | ||
| 回転数 | 8000min | ||
| 送り速度 | 2500mm/min | ||
| クーラント | 有り | ||
| 使用機械 | 牧野精機社 V77 | ||
切削結果 被削材画像
| O社(一般のエンドミル) | 超強靭化処理済エンドミル | ||||||||
|
|||||||||
一般のエンドミル 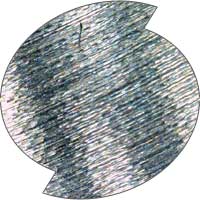 |
超強靱化処理済エンドミル 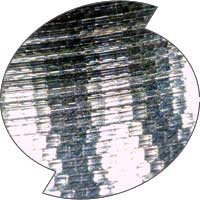 |
||||||||
|
|||||||||
一般のエンドミル 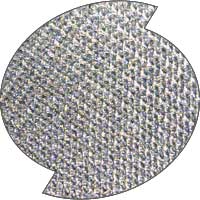 |
超強靱化処理済エンドミル 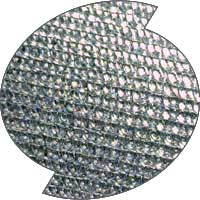 |
||||||||
R形状がダレてしまっている為、むしり取っている状態になっている。 |
R形状が生きているので、加工ピッチもはっきりとわかる。 |
||||||||